Víte,že? Z továrny máte k dispozici 1mm skluznice? Za jeden velký servis odebereme 0,066mm materiálu. To znamená, že lyže vydrží 15 velkých servisů. Pokud si necháte udělat 3 velké servisy za zimu lyže Vám vydrží 5 let.
Pro docílení 100% kvality servisu lyží a SNB je důležité splnit posloupnost následujících servisních úkonů:
- 1. Čištění a oprava skluznice
- 2. Základní předbroušení
- 3. Finální broušení
- 4. Úhlování boční hrany
- 5. Tuning spodní hrany
- 6. Impregnace a leštění
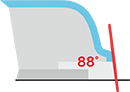
Víte,že? Změna bočního úhlu o pouhé 2 stupně (z 88 na 90 stupňů) radikálně mění jízdní vlastnosti lyží? Proto vždy s rozvahou vybírejte své servisní centrum. Vždy svěřte své lyže do rukou jedině profesionálům. Ušetříte si čas i peníze!
1. Čištění a oprava skluznice
- Přebroušení plochy skluznice na brusném pásu (zr. 80 – 100) bez přítlaku slouží k odstranění starého vosku a zvýraznění potřebných míst budoucí opravy.
- Pro dokonalé odmaštění skluznice před její opravou použijeme odstraňovač vosku.
- Mechanické vyčištění poškozené skluznice (škrábance a rýhy) zaručí dokonalé spojení nově natavovaného P-tex materiálu s původní skluznicí.
- Použitím ručních pistolí nebo strojních extruderů Montana nanášíme na plochu skluznice pouze nezbytnou vrstvu taveného polyethylenu. Takto natavená plocha může být okamžitě broušena na brusném pásu, aniž by bylo zapotřebí její zbroušení ručním nářadím.
2. Základní předbroušení
- Ideální optickou rovinu skluznice a spodní hrany docílíme pouze broušením pomocí brusného pásu s konstantním přítlakem a rychlostí posuvu. Dosažení ideální optické roviny je předpokladem pro přesné úhlování hrany – geometrie hrany.
- Zpravidla používáme základní lineární strukturu střední hrubosti, slouží k většímu odběru materiálu z plochy skluznice i hrany (individuálně dle potřeby) a zároveň k odstranění navařeného polyetylenu.
- Broušením na brusném pásu docílíme nejlepší kluznou vlastnost skluznice.
3. Úhlování boční hrany
- Úhel boční hrany závisí na typu a charakteru použití lyže/snowboardu, zkušenosti uživatele a tvrdosti podložky.
- Boční úhlování hrany- základní úhlování se provádí pomocí brusného pásku v rozsahu 89 – 87°. Správně volený úhel zabezpečuje dokonalému kontaktu hrany se sněhovou podložkou v průběhu celého oblouku v závislosti na charakteru lyže.
- Všeobecnou podmínku úhlování hrany musí splňovat celkový úhel hrany, který není nikdy větší než 88,5°.
Pravidelně úhlovaná hrana v celé její délce (od špičky k patě) je pouze dosažitelná při broušení hrany brusným páskem přes kluznou keramickou podložku.
1. Plnohodnotný carvingový efekt = přesně zúhlovaná hrana v celé její délce od špičky k patě.
2. Geometrie kluzné podložky zaručuje konstantní úhel broušení boční hrany.
3. Proměnlivá rychlost= kontrolovatelná účinnost broušení.
4. Konstantní odběr materiálu z plochy hrany vč. boční ochranné lamely hrany.
5. Minimální hloubka narušení hrany díky různým hrubostím brusného pásku.
6. Po broušení vznikne horizontální struktura hrany.
Pro závodní servis je základně připravená (naúhlovaná) boční hrana ještě vyleštěna pomocí brusného kamene – tuning boční hrany. Slouží k docílení ostrého vrcholu úhlu hrany a zároveň k jejímu vyhlazení, tedy vymazání struktury po brusném pásku.
4. Tunning spodní hrany
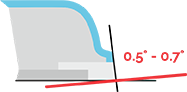
- Konstantní odklon -tuning spodní hrany směrem od podložky je možný pouze na základě přesné roviny skluznice a hrany. Slouží k přenosu účinnosti bočního úhlu hrany na sněhovou podložku zejména při jízdě po hraně při carvingovém oblouku, zabraňuje nežádoucímu zařezávání hran.
- Tuning hrany se provádí v rozsahu 0.4 – 0.8° pomocí paralelních brusných kamenů s konstantním úhlem sklonu, rychlosti posuvu a jeho tlaku.
- Radiální tuning – proměnlivý úhel (0.4 -0.8°) odklonu spodní hrany od skluznice. Podstata proměnlivého úhlu odklonu souvisí s možností nastavení většího odklonu hrany v oblasti max. šíře lyže (špička a pata) a naopak v nejužší – středové části pod botou zase pak co nejnižší úhel.
- Podbroušením -vyleštěním spodní hrany zároveň odstraníme zbytkový otřep vzniklý při bočním broušení.
- Velikost odklonu záleží na počtu cyklů broušení a nebo tlaku posuvu.
1. Kvalita provedení tuningu spodní hrany nezávisí na šířce lyže v oblasti špičky (nejširší místo).
2. Kvalitně provedený tuning nezanechá žádnou strukturu na ploše spodní hrany. Tuning se provádí ve stejném směru jako kluzný směr lyže (špička -pata).
3. Úhel podbroušení je konstantní v celé délce lyže.
4. Podbroušení se provádí pouze v celé délce lyže (špička, pata včetně).
5. V případě úhlu podbroušení <=0.8° nedojde k broušení okraje skluznice.
5. Impregnace a leštění
- Samotné broušení je vždy velkým zásahem do jednotlivých pórů skluznice. Základní impregnace je zvláště potřeba k hloubkové ochraně póru a zajištění jeho elasticity.
- Ideálním způsobem nanášení vosku je prostřednictvím tepelné voskové lázně, díky které je skluznice schopna absorbovat co největší ale zároveň i nejnutnější množství vosku -při mazání za studena je tato schopnost vyloučena.
- Odstranění nadbytečného vosku z plochy skluznice provádíme mechanickým způsobem pomocí nylonových kartáčů a nebo filcových pásů pro polishing, které jsou dostatečně měkké tak, aby nepoškodily – neztupily vrchol úhlu hrany.
Voskování za sucha:
- Rotační kartáč je zahříván horkým vzduchem cca 100°C a zároveň napuštěn voskem. Funkcí druhého rotačního kartáče je leštění impregnovaného vosku z plochy skluznice.
Voskování tepelnou lázní:
- Rotační válec se speciální gumovou lamelou po obvodu se ponořuje do horkého vosku, jehož teplota je regulovatelná termostatem.
- Následným tahem lyže / snowboardu proti směru rotace válce dochází k přenosu rozehřátého vosku na plochu, ale i do jednotlivých pórů skluznice.
- Leštění plochy skluznice se provádí po vychladnutí vosku pomocí dvou speciálních kartáčů na stroji Waxpo FD.